I’m excited to share a project that has taken on a life of its own and has the potential to become something truly remarkable. Collaborating with an exceptionally talented local fabricator, we are working on a piece that will be nothing short of a work of art once completed.
My goal has been to develop a set of aftermarket manifolds for the stock turbo locations. After having some issues with the ATPs and not being entirely satisfied with them, I decided to switch to the larger Gen3R turbos from GearHead. These new turbos have a stock-type bolt-up, and I firmly believe that they possess the potential to generate substantial power. While going for full aftermarket larger turbos would undoubtedly be amazing, I’ve realized that the stock frame will be sufficient to achieve my objectives.
Considering this, I’ve set my sights on producing exceptionally well-crafted manifolds in stainless steel. However, our platform presents a few challenges that, while solvable with enough resources and customization, impose certain limitations. The most significant hurdle lies in the limited space available for the rear turbo. Short of extensive modifications, such as relocating components or making intricate heat protection arrangements, it’s practically impossible to fit an equal-length header or manifold. After careful deliberation with the fabricator, we concluded that opting for a log-style manifold would be the most practical choice. This decision doesn’t rule out the possibility of creating equal-length headers, but it’s simply not within the scope of my budget or desired level of customization.
Rest assured, despite this compromise, the manifolds we are working on will be of exceptional quality, combining both functionality and aesthetic appeal. The expertise and craftsmanship of the fabricator I’m collaborating with are truly extraordinary, guaranteeing that the finished product will be nothing short of a masterpiece.
While there are certain limitations we’ve encountered, I’m confident that the end result will be worth the effort.
Now, let’s talk about the significance of Exhaust Gas Temperature (EGT) probes. Understanding what’s happening within each cylinder of a high-performance engine can be quite challenging. This difficulty is further amplified by the presence of port injection methanol, which makes it nearly impossible to accurately gauge the temperatures entering the cylinder. Since each methanol injector in the runner injects after the Intake Air Temperature 2 (IAT2) sensor, which is located on top of the manifold, the IAT2 temperature reading only reflects the change caused by the single methanol injector before the throttle body.
To address this limitation, the next best option is to measure temperatures after the exhaust gases leave the combustion chamber. Ideally, it would be even better to measure the temperature of each cylinder individually. This allows for tuning each cylinder to its maximum potential, optimizing performance. However, with only one EGT probe in a common collector, it becomes challenging to identify which cylinder may be lagging behind the others. Tuning based on this single probe would mean adjusting to the weakest cylinder’s performance.
To overcome this obstacle, I recently ordered a set of eight K-Type thermocouple probes: one for each exhaust runner, as well as one for each downpipe post-turbo. This setup will enable me to measure the exhaust gas temperatures of each cylinder individually. With this valuable data, I can fine-tune each cylinder’s performance, ensuring that I achieve the best possible tune for my engine.
By having EGT probes in each exhaust runner, I gain insights into the temperature variations across the cylinders and can make targeted adjustments to optimize performance. This level of precision tuning will help me unlock the true potential of my engine setup.
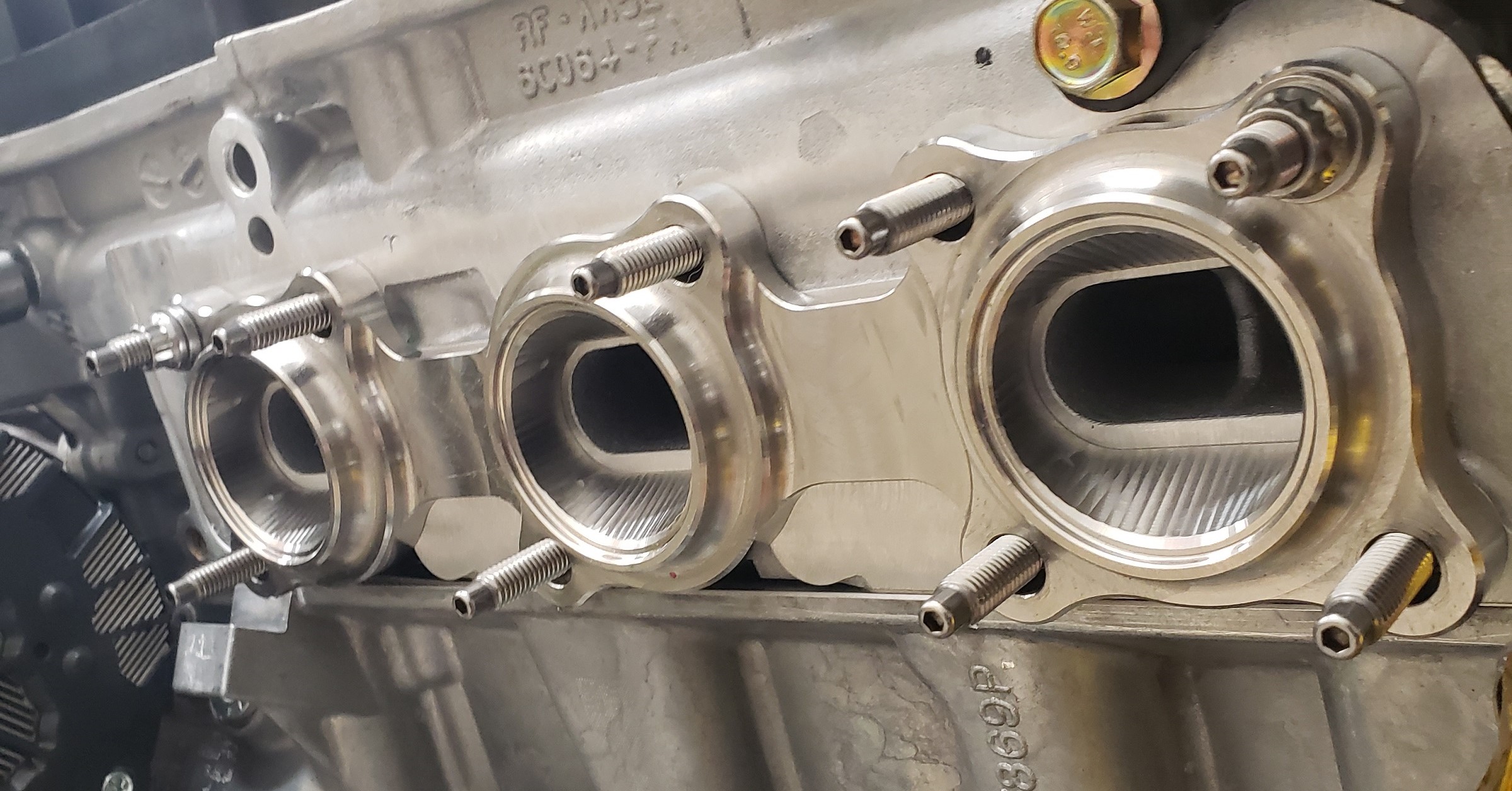
The bungs will be welded into each runner/downpipe.
Now, let’s dive into the AEM 8 Channel K-Type EGT CAN Module and its role in the project. To overcome the challenge of measuring individual cylinder temperatures, I’ve incorporated the AEM 8 Channel K-Type EGT CAN Module into my setup. This module allows me to connect multiple K-Type thermocouple probes and obtain precise temperature readings for each cylinder. It’s a crucial component that will provide invaluable data for fine-tuning the engine’s performance.
The next step is to determine the best way to connect the AEM module to a pyrometer or logging device. While I have a few ideas in mind, I’m still exploring the various options available. Once I finalize this aspect, I will be able to gather comprehensive temperature data and log it for analysis during tuning sessions. This will undoubtedly elevate my tuning process to a whole new level.
Now, let’s circle back to the actual manifolds. After careful consideration, I decided to take on the task of creating the fixtures myself, with the assistance of a skilled welder. I must say, the results are quite promising. To ensure optimal quality and prevent any potential warping during the welding process, I had the same people who made the flanges create a large 1″ thick fixture base. This thickness provides stability and minimizes the risk of warping, ultimately contributing to the precision and durability of the final product.
I still had to have the smaller output flange base to make, so I tackled that myself using some 1″ thick bar stock.